
Дружковский фарфоровый завод - Город Дружковка, Донецкая область, Украинская ССР - Фото из архива Натальи Шкимбовой, 1970-е
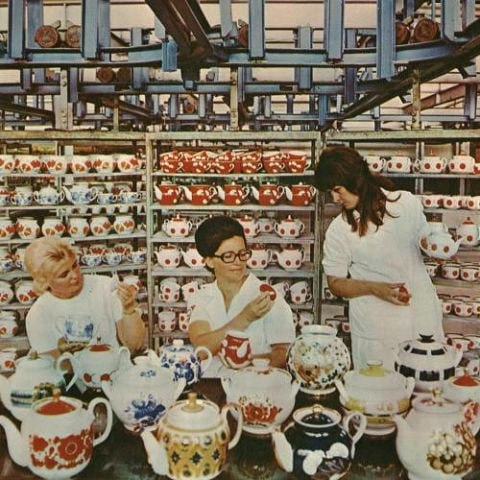
ИСТОЧНИК - здесь собрали лучшие фотоснимки времён СССР.
ИСТОЧНИК - здесь собрали лучшие фотоснимки времён СССР.
🟦 Монтаж станков #Саста к выставке #Металлообработка2024 идет полным ходом!
🟦 Ждем вас на совместном стенде «Балтийской Промышленной Компании» и станкостроительного завода «Саста»!
🟦 20-24 мая, ЦВК #Эспоцентр, Краснопресненская набережная, 14
🟦 Павильон 2, зал 2, стенд 22D40
🟦 Мы подготовили новинку - фрезерный обрабатывающий центр, а также представим два токарных обрабатывающих центра наклонной компоновки с обновленной облицовкой!
Сегодня я покажу, как в Орске компания ООО «ТПК «Орск» возрождает производство холодильников. Если честно, все холодильники производят примерно по одному рецепту, лишь на выходе каждый производитель добавляет свою фишку, чтоб поднять его стоимость в глазах потребителей. Важно отметить, в нашем случае это именно про производство полного цикла, а не тупо сборка из привезенных комплектующих из-за бугра.
Ваш Промблогер №1 в России Игорь (ZAVODFOTO)! Подписывайтесь на мой канал, я Вам ещё много чего интересного покажу
ООО «Инженерные технологии» - это про полный цикл производства: от научно-исследовательских работ, до комплектной поставки наукоемкой технически сложной арматурной продукции Заказчику «под ключ», и её дальнейшее сервисное сопровождение в течение всего жизненного цикла. Компания была основана в 2012 году. Линейка производимой в настоящее время компанией трубопроводной арматуры по диапазону номинального диаметра составляет от DN6 до DN500, а по диапазону рабочего давления от PN6 до PN420 (Class 2500), а также производство устьевого оборудования на номинальное давление до PN 105,0 МПа.
Ваш Промблогер №1 в России Игорь (ZAVODFOTO)! Подписывайтесь на мой канал, я Вам ещё много чего интересного покажу
Теперь и сварка, и окраска, и сборка, и контроль качества будут осуществляться на заводе в Москве.
Доля операций производства на территории России выросла в 18 раз - вместо 50 компонентов при сборке готовых автомобилей используется более 900 деталей.
Для перехода на новый формат производства смонтировали современную роботизированную линию сварки, разработанную специально для "Москвича". Она включает в себя 114 роботов и 145 беспилотных доставщиков.
Также внедрена обработка кузова усиленным антикоррозионным покрытием. Она включает увеличенную толщину вторичного грунта, что улучшает качество и стойкость покрытия; защиту днища специальной мастикой от гравия и мелких камней; дополнительные точки впрыска воска для элементов кузова; увеличенную толщину катафорезного покрытия, чтобы обезопасить автомобиль от коррозии.
На новой линии уже собрали более 70 тестовых автомобилей. Они успешно прошли все необходимые проверки. Для обеспечения качества сборки в систему контроля было добавлено 49 дополнительных измерений и тестов (3D-измерения, ультразвуковые замеры, контроль окраски кузова).
Переход на производство по технологии полного цикла сократит логистические расходы предприятия до 25%.

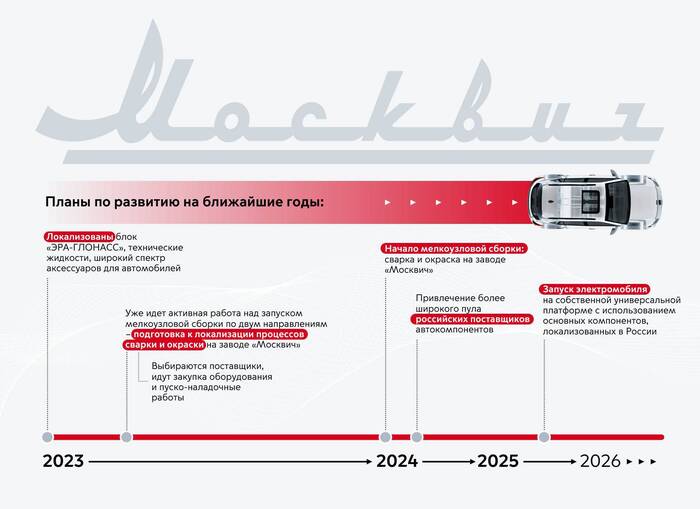
Возрождение автозавода "Москвич" проходит в три этапа в течение 6 лет. На первом этапе, который начался в декабре 2022 года, автозавод приступил к крупноузловой сборке с постепенным повышением доли локализации.
В мае 2024 года начался второй этап - производство по технологии полного цикла. Планируется также локализовать производство аккумуляторной батареи.
На третьем этапе начнется производство собственного электромобиля с использованием компонентов российского производства: аккумуляторная батарея, кузовные детали, силовые элементы управления, тормозные системы и другие компоненты. Параллельно совместно с ПАО "КамАЗ" ведется разработка собственной платформы российского электромобиля.
«Агро-Альянс ОМФ» (входит в Холдинг «Агро-Альянс») - это точно одна из самых высокотехнологичных фабрик в отрасли. В среднем фабрика перерабатывает более 40 тысяч тонн зерна в год. Мощность предприятия: мельницы - 26 200 тонн муки в год, по производству макарон почти 20 тысяч тонн в год. В ассортименте фабрики представлены короткие: Celentani (рожок витой), Conchigliе (ракушки), Filini (вермишель), Fusilli (спирали), Mezze Gomiti (рожки), Penne Rigate (перья), - и длинные формы: Linguini (лапша) и Spaghetti (спагетти). Все их макаронные изделия соответствуют группе А, высший сорт. На производстве макарон в Орске работают около 300 сотрудников
Ваш Промблогер №1 в России Игорь (ZAVODFOTO)! Подписывайтесь на мой канал, я Вам ещё много чего интересного покажу
Орский вагоноремонтный завод - одно из передовых предприятий Южного Урала. Еще несколько лет назад это был один из проблемных активов региона, и находился он фактически в стадии банкротства. С вхождением в состав «Новой вагоноремонтной компании» у завода началась новая жизнь, можно сказать – второе рождение. Сейчас в состав завода входят вагонно-колесная мастерская, промывочно-пропарочные станции, пункт дегазации, а также инжиниринговый центр, где разрабатывается новое оборудование, которое в дальнейшем используется и на других предприятиях группы НВРК. Немаловажной в современной истории Орского вагоноремонтного завода является сеть по обслуживанию танк-контейнеров. На предприятии работает более 400 человек
Ваш Промблогер №1 в России Игорь (ZAVODFOTO)! Подписывайтесь на мой канал, я Вам ещё много чего интересного покажу/
Привет, с вами снова я, Андрей. Давненько я здесь ничего не постил, но дела… майские…
Вообще, очень рад, что заинтересовал вас тем, как всё работает на моём заводе по производству крафтовых напитков. Это безумно интересное дело.
В этот раз я хочу поведать про ошибки на своем производстве и дать примерное понимание, сколько на всех факапах было потеряно денег.
Я привык говорить с вами честно, и сегодня снова расскажу все как есть.
Мы на своём заводе всегда ратуем за качество, и поэтому очень стараемся, чтобы наши напиточки были вкусными, и даже бутылочки с баночками вызывали исключительно положительные эмоции и вообще всем нравились.
Но как бы производство не было налажено, всё равно какой-то процент непредвиденных и неприятных обстоятельств имеется. Почему? Потому что существует человеческий фактор, иногда подводит электроника. Даже очень дорогая. А иногда звезды так сходятся, что все валится из рук.
Начну с самого простого и незамысловатого, но тоже важного: криво наклеенная наклейка.


Это дико бесячая штука.
Казалось бы, ничего страшного. Сам напиток же не пострадал. Но. Во-первых, это неэстетично. Во-вторых, торговая сеть может завернуть такую бутылку или банку. Хорошо, если не оштрафует. В-третьих, это выглядит будто было разлито в каком-то подвале. Покупатель такой продукт не купит.
В итоге получается, что такая бутылка отправляется в брак производства. Все было разлито, укупорено, но денег мы не получили.
Наклейка может криво наклеиться потому, что поправили бутылку неправильно, или если она неправильно зацепилась, и в итоге наклейка скособочивается и выглядит некрасиво.
В 99,99% случаев такие бутылки не уходят дальше производства. Но иногда бывает, что работник цеха благополучно её пропускает. Чаще всего это бывает, когда все устали. Мы всё тщательно проверяем и убираем неправильное, но иногда за всем уследить не можем. Бороться с этим никак не получается, на то он и “человеческий фактор”.
Следующий факап — это ошибка при настройке автоматики на розлив. Когда в результате просчета в первые бутылки или банки на линии наливается меньше напитка, чем должно. Хорошо, что у нас есть человек, который следит за браком на этом этапе и убирает такую тару с линии.
Но все равно. По банкам разлито, этикетка наклеена, тара использована. И получается, что мы не просто вылили зазря напиток, но еще и испортили тару, перевели этикетки, пробки, наклейки с честным знаком. Да, одна бутылка стоит рублей 10, наклейка честного знака — ну, пусть рубль. Вроде немного. Но когда такое случается из раза в раз. Получаются десятки тысяч рублей, которые отправляются на помойку.
Обидно.
Еще бывает, что банку с газировкой сплющивает вот таким вот образом.

И вот выискиваешь ты эту банку, режешь весь паллет, потом спайку, потом заменяешь спайку, заново все затягиваешь...
Еще мы намаялись с пробкой. Бывают разные виды пробок: бугель, кронен, шампанская. Поговорим о шампанской, корковой пробке из пробкового дерева. Иногда такое случается, что пробку невозможно вытащить. Чем ты её не мучай, открыть невозможно.
Почти как в “Ну, погоди”.

Почему так происходит? Где-то на производстве пробки облажались с размерами, и на сотую долю миллиметра сделали её больше. И когда аппарат забивает эту пробку, то всё нормально, но потом она раздувается, разбухает. Более того, пробка впитывает в себя тот мёд, который остался на стенках бутылки, и просто прикипает.
Её практически нельзя никак оторвать. И тогда штопора ломаются и пробки разлетаются чуть ли не по кускам.

И вот везешь ты эти бутылки, думаешь, что все хорошо. За свой счет. Со своей логистикой. А потом выясняется, что с пробкой беда. И еще раз везешь такое же количество товара, где только тара с этикеткой стоит больше 40 рублей за единицу. Снова за свой счет. Кайф.
К счастью, нашли поставщика, у которого качественные пробки и проблем с их открытием не возникает.
Самое сладкое оставил напоследок. Наиболее обидное для любого производителя, и то, что никогда не увидит потребитель.
Какая-то кривая наклеечка ещё может проскочить через все контроли, которые есть – на нескольких точках в цеху, на складе, при отгрузке, у ритейла на складе, у мерчендайзера. За это, кстати, еще и напихают полную панамку. Но совершенно справедливо.
А вот то, что никогда потребитель не должен увидеть, так это хреновый напиток. Я не про вкусовые предпочтения. Кто-то любит послаще, кто-то посуше. Я именно про хреновое качество, когда продукт не соответствует техническим характеристикам.
Поэтому в хорошем производстве есть сразу несколько контрольных точек, где проверяется качество продукта. У нас на заводе мы обязательно проверяем качество и вкус напитка на каждом этапе производства..
Бывает, что мед недображивает из-за некачественных дрожжей, или кто-то зафакапил процесс замеса.
В итоге все приходится сливать. У нас в ЦКТ стоит 16 тонн, и если ЦКТшка одна не забродила, то мы сливаем почти 16 тысяч литров медовухи в канализацию.
Или, например, на второй нашей точке контроля, где идет добавление соков - сок может не дать насыщенного вкуса. Некачественный сок смешали с базой, он выпал весь в осадок – то же самое, всё в слив. Бывало, приходилось отзывать целую партию в 16 тонн и все сливать. И весь процесс производства начинается заново: от закупки ингредиентов до варки.
Опять посчитайте, сколько это денег, которые просто потрачены зря, и ничего с этим сделать нельзя. Живой продукт, натуральные соки, живые дрожжи, фермерский мед. Наверное, таких проблем с химией не возникало бы - всегда стабильные ингредиенты, замешал по рецепту и все готово. Но это не мой путь)
Может показаться, что вся моя практика состоит исключительно из негативных моментов и вечных факапов. Но, как говорится, ошибку невозможно совершить, если ты ничего не делаешь.
Газировка «Мёда», которую я, наконец, выпустил в конце того года, была результатом долгих и упорных трудов. Идея сделать газировку на мёде возникла очень давно. Мы привозили её на первый свой Продэкспо в 2020 году. Тогда она разливалась в обычные прозрачные бутылки 0.33 литра, этикетка была другой, но суть была та же самая.

Мы не смогли решить вопросы с газацией тогда – напиток не получался таким, как я его видел. Поэтому всё, что мы тогда приготовили, и что было разлито, отправилось в утиль.
И только спустя 4 года бесконечных попыток и проб мы смогли добиться того результата, который можем показать, и за который не стыдно.
Конечно, хотелось бы, чтобы все получалось сразу и без таких ненужных убытков. Но практика показывает, что без ошибок никуда.
До встречи в следующих историях!




